|
Szczegóły Produktu:
|
| Zasilacz: | jednofazowy AC220V ± 10% 50Hz | Dopływ powietrza: | 0,5-0,7mpa (przy dopływie powietrza 0,5MPa wymagany przepływ to 300NL/min) |
|---|---|---|---|
| Temperatura pracy: | 0-55 ℃ | Użyj środowiska: | brak żrącego gazu lub łatwopalnego środowiska oraz brak trudnego środowiska pyłu |
| Wymiar: | 2850 X 2050 X 1800 mm (dostosowane) | Kolor: | srebrny (dostosowany) |
| Waga: | Około 3000 kg (≤ 750 kg / m2) | Moc: | 12kW |
| Hałas: | ≤ 75 dB (bez wentylatora odsysającego pył) |
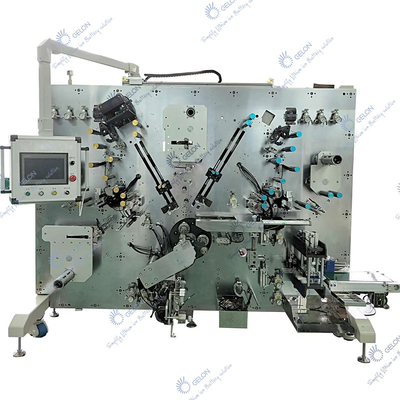
Automatyczna maszyna do nawijania projektu Montaż baterii Sprzęt produkcyjny![]()
I.Wstęp
Funkcja:
1. Pełna kontrola krzywki jest przystosowana do ciągnięcia i pchania igły oraz cofania.Sprzęt jest stabilny, o wysokiej wydajności i niskiej awaryjności.
2. Elektroda przyjmuje trójdrożną kontrolę korekcji odchylenia: odwijanie, proces i wstępne nawijanie w celu zapewnienia jakości produktu.
Sprzęt owija elektrody dodatnie i ujemne oraz membrany elementów akumulatora litowo-jonowego wokół ogniw akumulatora po przejściu przez mechanizmy takie jak usuwanie kurzu, kontrola napięcia, kontrola jakości, pomiar długości, korekta odchylenia ruchu, eliminacja elektryczności statycznej itp.;Po zakończeniu produkcji ogniwa przeprowadza się próbę zwarciową, wadliwego rozładowania i transmisji z przenośnika taśmowego.
II. Specyfikacje
| Wałek | Szerokość (mm) | Grubość (μm) | Długość (mm) | Materiał OD maks. (mm) | Identyfikator materiału (mm) | |
| Katoda | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76,2 |
| Anoda | 1 | 40-70 | 80-180 | 700-1500 | Φ450 | Φ76,2 |
| separator | 2 | 40-70 | 12-35 | Φ300 | Φ76,2 | |
| Taśma do spinania | 1 | 25-65 | 20-60 | Φ200 | Φ76,2 |
1. Metoda nawijania:
A. Nawijanie w 3 pozycjach z 3 igłami nawijającymi.
B. Średnica igły Ř 3,5 (lub na zamówienie (Ř 3,5 - Ř 8,0))
C. Średnica uzwojenia: Φ 18 - Φ 23mm (dotyczy 18650, 21700 itp.)
D. Liczba wypustek: 1-2 zarówno dla katody, jak i anody lub wszystkie wypustki
E. Odsłonięte zakładki długość: 8-25mm
2Dokładność nawijania
A. Wyrównanie katody i anody: ± 0,3 mm
B. Wyrównanie między elektrodą a separatorem: ± 0,3 mm
Uwaga: katoda i anoda są korygowane odpowiednio 3 razy (korekta odwijania, korekta procesu i korekta przed uzwojeniem)
C. Wyrównanie dwóch warstw separatora: ± 0,5 mm
3. Pojemność uzwojenia
1. Zdolność produkcyjna
Szybkość produkcji: ≥ 20 ppm w obrębie anody o długości 1200 mm;(21700 komórek)
Wskaźnik mobilizacji upraw ≥ 95%
wskaźnik mobilizacji = {całkowita produkcja / (czas rozruchu - niezbędny czas odliczenia) × teoretyczna prędkość produkcji sprzętu} × 100%, niezbędny czas odliczenia: przestój spowodowany przyczynami pozasprzętowymi, takimi jak czas przygotowania produkcji do tankowania i połączenia pasa.
2. Wskaźnik kwalifikacji ≥ 98%
Wskaźnik kwalifikacji = całkowita liczba dobrych produktów / (całkowita produkcja - konieczne odliczenie) × 100% (z wyjątkiem słabych materiałów)
Należy odjąć ilość wadliwych produktów spowodowanych czynnikami pozasprzętowymi, takimi jak złe połączenie taśmy, nietolerancja długości folii, wadliwe braki wypustek itp.
Napięcie katody i anody: 20N regulowane (ustawiane)
Napięcie membrany: 10N regulowane (ustawiane)
III.Budowa wyposażenia:
1. Mechanizm rozwijania elektrody i separatora
A. Stojak do odwijania ma podwójną konstrukcję wspornikową.
B. Silnik serwo AC służy do napędu środkowego, aktywnego mechanizmu odwijania i automatycznego mechanizmu korekcji odchylenia.
C. Dokręcić pneumatycznie wałek podający.
2. Rolka podająca
A. Funkcja: stosowana jako mechanizm przejściowy w procesie nawijania katody i anody oraz separatora
B. Konfiguracja mechanizmu: składa się z aluminiowej rolki, łożyska, wałka rolkowego itp
3. Mechanizm tnący elektrody
A. Elektroda i separator są zaprojektowane z ruchomymi nożami.
B. Cały nóż przyjmuje niezależny moduł, który jest wygodny do demontażu, regulacji i konserwacji
C. Żywotność noża: ≥ 300000 razy
D. Mechanizm odsysający jest ustawiony na obcinarce
E. Interfejs człowiek-maszyna ma okno wyświetlania liczby ustawień i rzeczywistych czasów użytkowania.
4. Mechanizm tnący separatora
A. Separator do cięcia na zimno brzeszczotu
B. Żywotność noża: ≥ 300000 razy
5. Kontrola uzwojenia
Część przyjmuje tryb pracy z 3 igłami i 3 stacjami, krzywka ciągnie igłę, a obracająca się igła jest napędzana przez serwosilnik prądu przemiennego, pozycja kątowa i prędkość liniowa mogą być automatycznie kontrolowane w zamkniętej pętli.Mechanizm cofania jest napędzany przez dzielnik, a cofanie jest stabilne.
6. Kontrola korekcji odchylenia
Składa się z korekty odchylenia odwijania elektrody i separatora, odchylenia procesu elektrody i korekty odchylenia wstępnego uzwojenia.
Mechanizm korekcji odchylenia składa się z elementu detekcyjnego i siłownika.Czujnik fotoelektryczny służy do wykrywania krawędzi odniesienia elektrody w celu określenia, czy elektroda jest przesunięta, a rolka korekcji odchylenia jest sterowana, aby obracać się w przód iw tył lub poruszać się w celu skorygowania odchylenia.Status korekcji błędów jest wyświetlany na interfejsie człowiek-maszyna.
A. Korekcja odchylenia odwijania: wałek materiału odwijającego (synchronizacja cewki materiału) i drążek wahadłowy korekcji odchylenia są używane do synchronicznej ogólnej korekcji odchylenia, aby zapewnić, że pozycja elektrody odwijającej i separatora jest stabilna i mieści się w dopuszczalnym zakresie.
B. Korekcja odchylenia procesu: w pozycji przed podawaniem rolka korekcji odchylenia obraca się tam iz powrotem, aby dodatkowo zapewnić dokładność elektrody do pozycji podawania.
C. Korekta przed nawinięciem: pod obcinakiem elektrody, przed nawinięciem (bardzo blisko igły nawijającej).Upewnij się, że wyrównanie rozwiniętej celi mieści się w zakresie, w którym elektroda wchodzi do celi
7. Wykrywanie połączenia folii
Identyfikator połączenia foliowego należy nakleić na elektrodę wraz z nieprzezroczystą etykietą w kolorze taśmy (zaleca się kolor czerwony).Jest wykrywany przez czujnik kodu kolorami i rozładowywany jako pojedyncza rolka uszkodzonej elektrody.Etykietowanie ręczne jest zgodne z etykietowaniem maszyny, aby wykryć stabilność połączenia taśmy.
8. Mechanizm koła do pomiaru długości
Jednostka miary długości elektrody
9. Test zwarcia
Sprzęt ma funkcję testu zwarcia ogniwa (test HI-pot), a wady zwarcia są odprowadzane do opakowania wadliwego produktu osobno
10. Układ sterowania
PLC, serwo i światłowód przyjmują tryb magistrali, ze stabilną pracą i wygodną zmianą.
11. Interfejs operacyjny
A. Angielski interfejs operacyjny
B. Parametry sprzętu zostaną dostosowane poprzez zmianę elementów regulacji rozmiaru modelu i wydajności, napięcia, korekcji czujnika itp. sprzęt może przechowywać 9 zestawów parametrów ustawień procesu modelowego
C. Można zarejestrować całkowitą liczbę produkcji, liczbę dobrych produktów i liczbę wadliwych produktów
12. Zapobieganie elektrostatyce i usuwanie kurzu
A. Katoda i anoda mają oddzielne sekcje.
B. Elektroda jest wyposażona w mechanizm usuwania kurzu, a kurz po obu stronach elektrody jest usuwany przez czyszczenie szczotką i odsysanie podciśnieniem
C. Część tnąca elektrody jest wyposażona w urządzenie do zbierania pyłu
D. Separator jest wyposażony w urządzenie usuwające elektryczność statyczną
13. ochrona bezpieczeństwa
A. Sprzęt i okablowanie mogą być bardziej podzielone, silny i słaby prąd można oddzielić, a zabezpieczenie przed przeciążeniem zwarciowym, wyciekiem i awarią może zapewnić funkcję ochronną
B. Pozycje nawijania i cięcia są wyposażone w znaki ostrzegawcze, a nóż oddzielający i gumowy nóż do wykańczania są wyposażone w znaki ostrzegawcze
C. Upoważnienie do komunikacji i obsługi sprzętu
Nie ma hasła do działania sprzętu i parametrów procesu, a ochrona hasłem jest zapewniona dla parametrów konfiguracyjnych silnika, serwomechanizmu i pochodzenia
IV.Instalacja i uruchomienie sprzętu
1. Zasilanie: jednofazowe AC220V ± 10% 50Hz
2. Dopływ powietrza: 0,5-0,7 mpa (gdy dopływ powietrza wynosi 0,5 mpa,
wymagany przepływ to 300NL/min)
3. Użyj środowiska (zgodnie z JISB3502)
A. Temperatura pracy: 0-55 ℃
B. W suszarni nie może znajdować się żaden korozyjny gaz ani środowisko łatwopalne ani trudne środowisko zapylenia
4. Wymiar: 2850 X 2050 X 1800 mm (dostosowany)
5. Kolor: srebrny (dostosowany)
6. Waga: około 3000 kg (≤ 750 kg/m2).
7. Moc: 12KW
8. Hałas: ≤ 75db (bez wentylatora odsysającego kurz)
Osoba kontaktowa: Ekain Zhang
Tel: +8618669965529
Faks: 86-0539-8067529